Click on a picture to
|
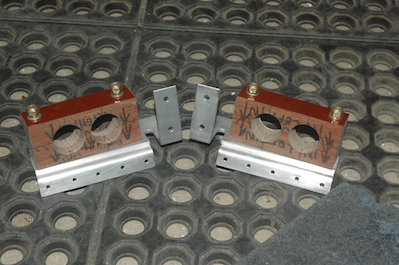
These are a deferred item. I decided to put off drilling these rudder mount phenolic blocks until it was time to mount them. After I did the flap phenolic blocks, I decided to wait because I would need make adjustments that would be better done at mounting time. This way I would get all the dust making out of the way at the same time. The first step is to drill bolt holes to help keep the pieces aligned while drilling the large bearing holes. The last picture shows a very larger deburring/countersink tool. I used this to make the chamfered edges shown in the third picture. These chamfers clear a weld on the drive tubes. Unfortunately, this tool has a 3/4” shaft so I can’t chuck it into anything. I had to mount it in the vise and then manually turn the piece. It was just like jucing an orange by hand. I also had to do this to one side of one of the flap blocks. All of the fitting of these pieces took a long time with small amounts of reaming or chamferring, checking for fit and then doing it again and again until they were all correct.
|