Click on thumbnail
|
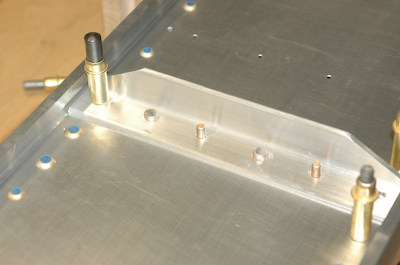
This first picture shows two errors, both corrected the same way. The first error occurred when drilling this angle piece. I kept updrilling all the holes to the 3/16” bolt size of the three bolts that hold the tie down bracket to the bottom of this angle. They were supposed to be just 5/32 rivets like the ones in the spar caps. I didn’t make this mistake on the other spar. The second mistake is indicated by the two larger head rivets at the left of the picture. The bucking bar was resting on the angle piece and both rivets had a large gap between the head and the spar web. When I drilled them out, both holes were enlarged too much. I used the same solution for both problems, I used 6-7 rivets in place of the 5-6 rivets and all was well. The second picture is after all the rivet gun accessible rivets have been completed and shows the Sonex Spar Curve, same as the other one.
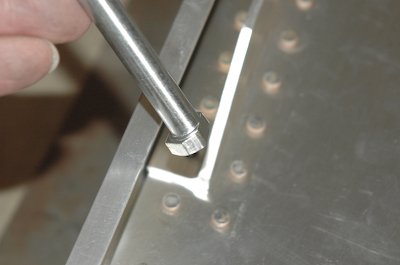
It was time to finally tackle all 38 total rivets –19 per spar – that had to be done with the Sonex Rivet Tool. The 1/2” bolt won’t fit in here so I used a 3/8” bolt that I ground down and then polished with the scotchbrite wheel. It worked very well. I did the work on the concrete floor. With the steel plate, it was very solid. All the rivets set nicely with three strokes of the two pound hammer. I didn’t have to hit real hard either. Doing the whole thing this way would not be a problem but the rivet gun did a much better and faster job.
|